
Gusseisenrohr - Cast iron pipe
Gussrohr ist Rohr überwiegend aus aus Grauguss Es historisch als Druckleitung für die Übertragung von Wasser, Gas und Abwasser, und als Wasserablaufrohr während der 17., 18., 19. und 20. Jahrhundert verwendet wurde.
Gussrohre wurden häufig unbeschichtet verwendet, obwohl spätere Beschichtungen und Auskleidungen die Korrosion reduzierten und die Hydraulik verbesserten. Bei Gussrohren bildet der Graphit während des Gießprozesses bei der Untersuchung unter dem Mikroskop Flocken. Gusseisenrohre wurden durch duktile Gussrohre ersetzt , die eine direkte Entwicklung darstellten, wobei die meisten bestehenden Produktionsstätten in den 1970er und 1980er Jahren auf den neuen Werkstoff umstellten. Rohre aus duktilem Gusseisen unterscheiden sich von Gusseisen, da der Graphit durch das Einbringen von Magnesium während des Gießprozesses eher Kugeln (Graphitknollen) als Flocken bildet. Dadurch bleibt das Material zwar gießbar, das Endprodukt ist jedoch viel zäher als Gusseisen und ermöglicht ein elastisches Verhalten bei geringeren Belastungen. Derzeit wird wenig Gusseisenrohr hergestellt, da duktiles Gusseisenrohr weithin als überlegenes Produkt akzeptiert wird. Viele Stadtwerke, Kommunen und private Industrien haben bis heute noch funktionsfähige Gussrohre im Einsatz.
Geschichte
Die ältesten gusseisernen Wasserleitungen stammen aus dem 17. Jahrhundert und wurden installiert, um das Wasser in den Gärten des Schlosses von Versailles zu verteilen. Diese belaufen sich auf rund 35 km Rohr, typischerweise 1 m Länge mit Flanschverbindungen. Das extreme Alter dieser Pfeifen macht sie von beträchtlichem historischen Wert. Trotz umfassender Renovierung im Jahr 2008 durch Saint-Gobain PAM sind 80% original erhalten.
Gusseisen erwies sich als vorteilhaftes Material für die Herstellung von Wasserrohren und wurde als Ersatz für die früher verwendeten ursprünglichen Ulmenrohrleitungen verwendet. Diese Wasserleitungen bestanden aus einzeln gegossenen Rohrabschnitten, oft als Stöcke bezeichnet, die durch eine Vielzahl von Verbindungsmechanismen miteinander verbunden waren. Flanschverbindungen bestanden aus ebenen, bearbeiteten Oberflächen, die mit einer Dichtung dazwischen fest verschraubt waren, um Leckagen zu verhindern. Diese Art von Rohrverbindung wird heute noch verwendet, typischerweise für oberirdische Rohrleitungen in Wasseraufbereitungs- und Produktionsanlagen.
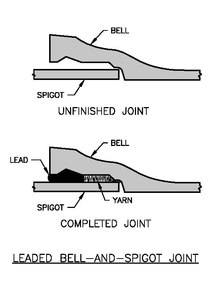
Bei einer Glocken- und Zapfenverbindung ist ein Ende des Rohrstabes aufgeweitet, der als Glocke oder Muffe bezeichnet wird, damit das gegenüberliegende Ende des nächsten Stabes, das Zapfenende, eingeführt werden kann, um eine Verbindung herzustellen. Die Lücken in diesen Fugen wurden mit Eichenholz oder Garn gefüllt , um geschmolzenes Blei zurückzuhalten, das zu einer wasserdichten Verbindung erstarrte. Dies war ein arbeitsintensiver Vorgang, und die Qualität des Siegels hing von den Fähigkeiten des Arbeiters ab.
Mechanische Verbindungen wurden hergestellt, indem ein beweglicher Mitnehmerring auf den Zapfen nahe der entsprechenden Glocke geschraubt wurde, der eine Dichtung dazwischen zusammendrückte. Viele Wasserrohre verwenden heute mechanische Verbindungen, da sie leicht herzustellen sind und keine besonderen Fähigkeiten für die Installation erfordern. Bei dieser Art von Verbindung kann auch eine gewisse Durchbiegung auftreten, ohne die Integrität der Verbindung zu beeinträchtigen, so dass geringfügige Ausrichtungsanpassungen während der Installation vorgenommen werden können und die Verbindungen ihre Integrität behalten, wenn sie begrenzten Setzungen ausgesetzt sind . Typische Gelenkdurchbiegungen an mechanischen Gelenken reichen heute von 3 bis 5 Grad.
Kugelgelenke führten mehr "abgerundete" Pfannen ein, die eine relativ große Durchbiegung an jedem Gelenk ermöglichten. Diese Art von Fuge, die noch heute verwendet wird, galt als Spezialverbindung und wurde hauptsächlich in untergetauchtem und bergigem Gelände verwendet. Diese Art von Verbindung kann typischerweise eine Durchbiegung von etwa 15 Grad an jeder Verbindung zulassen, wodurch ein "Schlängeln" des Rohres möglich wird. Der Vorteil dieses Verbindungstyps bestand darin, dass er schneller war als Glocken- und Zapfenverbindungen und für die Installation keine besonderen Fähigkeiten oder Werkzeuge erforderlich waren.
Aufsteckverbindungen, die Mitte der 1950er Jahre entwickelt wurden, ermöglichten eine schnellere und relativ ungeübte Methode zum Verbinden von Rohren. Diese Verbindung bestand aus einer Glocke mit einer vertieften Nut, die eine gummierte Dichtung hielt. In diese Fuge kann vorsichtig ein geschmierter abgeschrägter Stutzenabschnitt eingeschoben werden, damit die gummierte Dichtung nicht rollt und nach dem Einbau wasserdicht wird. Diese Art von Verbindungssystem ist heute bei Rohren aus duktilem Gusseisen und Polyvinylchlorid (PVC) beliebt.
Herstellung
Horizontal geworfen
Das erste Gussrohr wurde in horizontalen Kokillen hergestellt, der Kern der Kokille sollte auf kleinen Eisenstangen getragen werden, die Teil des Rohres wurden. Beim horizontalen Gießen kam es zu einer ungleichmäßigen Metallverteilung am Rohrumfang. Typischerweise würde sich Schlacke am Scheitel des Rohres sammeln, wodurch ein viel schwächerer Abschnitt entsteht.
Vertikal gegossen
Im Jahr 1845 wurde das erste Rohr vertikal in einer Grube gegossen und Ende des Jahrhunderts wurden alle Rohre nach diesem Verfahren hergestellt. Bei dieser Methode würde sich die gesamte Schlacke an der Oberseite des Gussstücks sammeln und könnte durch einfaches Abschneiden des Rohrendes entfernt werden. Rohre, die mit diesem Verfahren gegossen wurden, litten oft unter außermittigen Bohrungen, die durch das außermittige Anordnen des Kerns der Form verursacht wurden, was dazu führte, dass eine Seite des Rohres dicker war als die andere.
Schleuderguss
Nach der Erfindung von Dimitri Sensaud deLavaud, einem Franzosen-Brasilianer, im Jahr 1918, verlagerte sich die Herstellung von Gusseisenrohren auf die dramatisch andere Technik des Schleudergusses . Die moderne Rohrproduktion aus duktilem Gusseisen verwendet weiterhin dieses allgemeine Gießverfahren.
Historisch gesehen wurden beim Schleudergießen von Gussrohren zwei verschiedene Arten von Formen verwendet: Metallformen und Sandformen. Bei Metallformen wurde geschmolzenes Eisen in die Form eingebracht, um das Metall durch die erzeugte Zentrifugalkraft gleichmäßig über das Innere der Formoberfläche zu verteilen. Die äußere Form wurde typischerweise durch ein kontrolliertes Wasserbad oder ein Wassersprühsystem vor Beschädigung geschützt. Als das Rohr kühl genug war, um gehandhabt zu werden und seine Form beizubehalten, wurde die Form angehalten und das Rohr entfernt. In Metallformen geformte Rohre wurden typischerweise nach dem Gießen geglüht, um jegliche Spannungen im Rohr zu beseitigen, und wurden dann gereinigt, inspiziert, getestet, gemessen (auf Abmessungen), innen und/oder außen beschichtet und zur Verwendung gelagert. Standards für in Metallformen für Wasser zentrifugal gegossene Gusseisenrohre wurden von der American Water Works Association aufgestellt und veröffentlicht.
Beim Gießen mit Sandformen wurden zwei Arten von Herstellungsverfahren verwendet. Beim ersten Verfahren wurde typischerweise ein Metallmodell in einem Metallbehälter positioniert und Formsand wurde in den ringförmigen Raum zwischen dem Behälter und dem Modell gerammt. Das Modell wurde dann zum Gießen des Rohres unter Verwendung von geschmolzenem Grauguss entfernt. Bei der zweiten Methode wurde kein Metallmodell verwendet, sondern die Form zentrifugal geformt, indem der erhitzte Formkasten mit einer abgemessenen Menge an duroplastischem Harz und Sand ausgekleidet wurde. In jedem Fall wurde die Gießmaschine nach dem Erstarren des Rohres gestoppt und die Küvette entfernt. Unter Verwendung dieses Verfahrens gebildete Gusseisenrohre wurden typischerweise unter kontrollierten Zeit- und Temperaturbedingungen ofengekühlt. Wie bei Metallformen wurde das Rohr typischerweise geglüht, um jegliche Spannungen im Rohr zu beseitigen, und wurde dann gereinigt, inspiziert, getestet, gemessen (auf Abmessungen), innen und/oder außen beschichtet und zur Verwendung gelagert. Standards für in Sandformen für Wasser zentrifugal gegossene Gusseisenrohre wurden von der American Water Works Association aufgestellt und veröffentlicht.
Innere Korrosion
Korrosion von Gusseisenrohren kann sowohl an der Innen- als auch an der Außenfläche auftreten. Bei der elektrochemischen Korrosion entstehen dort, wo blankes Eisen aggressiven Wässern ausgesetzt ist, interne Anoden, die den Übergang des Eisens in Lösung fördern. Das Eisen verbindet sich mit verschiedenen Bestandteilen des Wassers und bildet im Rohrinneren einen Tuberkel. Dieser Tuberkulationsprozess kann schließlich zu erheblichen Einschränkungen der Querschnittsfläche innerhalb des Rohres führen. Da die Tuberkel unregelmäßig geformt sind, ist eine Ansammlung von Bakterienwachstum auf der Oberfläche wahrscheinlich. Wenn mehr Eisen in Lösung geht, ist das Ergebnis im Laufe der Zeit ein Verlust der Rohrstruktur, der möglicherweise die Rohrintegrität beeinträchtigt. In Regen- und Sanitärabwassersystemen kann die Bildung von sauren Gasen (wie Schwefelwasserstoff ) durch mikrobielle Einwirkung die Rohrinnenwände weiter korrodieren, ist jedoch an der inneren „Decke“ des Rohres am stärksten ausgeprägt.
Ab 1922 wurden innere Zementauskleidungen eingeführt, um als Barriere zu wirken, um die innere Korrosion zu minimieren. 1929 veröffentlichte das Sectional Committee der American Standard Association (ASA) einen vorläufigen Standard für Zementmörtelauskleidungen, der 1932 veröffentlicht wurde. 1939 wurde der American Standard A21.4 veröffentlicht, der eine Zementbeschichtung vom Typ I auf der Innenseite definierte Wasserleitungsrohr verwendet werden. Als die Norm 1953 aktualisiert wurde, wurde der Zement Typ I durch Typ II ersetzt, da man glaubte, dass Typ II ein genauer kontrolliertes Produkt war. Die Norm wurde 1964 weiter überarbeitet, was die Verwendung von Zement vom Typ I oder Typ II beinhaltete und zwei verschiedene Mörteldicken zur Verfügung stellte.
Standardisierung
Die erste Normung von gusseisernen Wasserrohren in Großbritannien erfolgte 1917 mit der Veröffentlichung von BS 78. Diese Norm spezifizierte eine dimensionslose Nennweite, die ungefähr dem Innendurchmesser des Rohres in Zoll entsprach, und vier Druckklassen, Class A, Class B, Klasse C und Klasse D, jeweils mit vorgegebener Wandstärke und Außendurchmesser. Es wird darauf hingewiesen, dass der Außendurchmesser zwischen den Klassen identisch ist, mit Ausnahme der Größen 12 bis 27, bei denen die Klassen A und B einen gemeinsamen Durchmesser haben und die Klassen C und D einen anderen, größeren Durchmesser haben.
| Normale Größe | Klasse | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A & B | EIN | B | C & D | C | D | |||||
| Außendurchmesser [in (mm)] |
Wandstärke [in (mm)] |
Innendurchmesser [in (mm)] |
Wandstärke [in (mm)] |
Innendurchmesser [in (mm)] |
Außendurchmesser [in (mm)] |
Wandstärke [in (mm)] |
Innendurchmesser [in (mm)] |
Wandstärke [in (mm)] |
Innendurchmesser [in (mm)] |
|
| 3 | 3,76 (95,504) | 0,38 (9,652) | 3.00 (76.200) | 0,38 (9,652) | 3.00 (76.200) | 3,76 (95,504) | 0,38 (9,652) | 3.00 (76.200) | 0,40 (10,160) | 2,96 (75,184) |
| 4 | 4,80 (121,920) | 0,39 (9.906) | 4.02 (102.108) | 0,39 (9.906) | 4.02 (102.108) | 4,80 (121,920) | 0,40 (10,160) | 4,00 (101,600) | 0,46 (11,684) | 3,88 (98,552) |
| 5 | 5,90 (149,860) | 0,41 (10,414) | 5,08 (129.032) | 0,41 (10,414) | 5,08 (129.032) | 5,90 (149,860) | 0,45 (11,430) | 5,00 (127.000) | 0,52 (13,208) | 4,86 (123,444) |
| 6 | 6,98 (177.292) | 0,43 (10,922) | 6.12 (155.448) | 0,43 (10,922) | 6.12 (155.448) | 6,98 (177.292) | 0,49 (12,446) | 6.00 (152.400) | 0,57 (14,478) | 5,84 (148,336) |
| 7 | 8,06 (204,724) | 0,45 (11,430) | 7,16 (181.864) | 0,45 (11,430) | 7,16 (181.864) | 8,06 (204,724) | 0,53 (13,462) | 7.00 (177.800) | 0,61 (15,494) | 6,84 (173,736) |
| 8 | 9,14 (232,156) | 0,47 (11,938) | 8,20 (208.280) | 0,47 (11,938) | 8,20 (208.280) | 9,14 (232,156) | 0,57 (14,478) | 8.00 (203.200) | 0,65 (16,510) | 7,84 (199.136) |
| 9 | 10,20 (259.080) | 0,48 (12,192) | 9,22 (234,188) | 0,49 (12,446) | 9,22 (234,188) | 10,20 (259.080) | 0,60 (15,240) | 9.00 (228.600) | 0,69 (17,526) | 8,82 (224,028) |
| 10 | 11.26 (286.004) | 0,52 (13,208) | 10.22 (259.588) | 0,52 (13,208) | 10.22 (259.588) | 11.26 (286.004) | 0,63 (16,002) | 10,00 (254.000) | 0,73 (18,542) | 9,80 (248,920) |
| 12 | 13,14 (333,756) | 0,55 (13,970) | 12.04 (305.816) | 0,57 (14,478) | 12.00 (304.800) | 13,60 (345,440) | 0,69 (17,526) | 12.22 (310.388) | 0,80 (20,320) | 12.00 (304.800) |
| 14 | 15.22 (386.588) | 0,57 (14,478) | 14.08 (357.632) | 0,61 (15,494) | 14.00 (355.600) | 15.72 (399.288) | 0,75 (19,050) | 14.22 (361.188) | 0,86 (21,844) | 14.00 (355.600) |
| fünfzehn | 16.26 (413.004) | 0,59 (14,986) | 15.08 (383.032) | 0,63 (16,002) | 15.00 (381.000) | 16,78 (426,212) | 0,77 (19,558) | 15.24 (387.096) | 0,89 (22,606) | 15.00 (381.000) |
| 16 | 17.30 (439.420) | 0,60 (15,240) | 16.10 (408.940) | 0,65 (16,510) | 16.00 (406.400) | 17,84 (453,136) | 0,80 (20,320) | 16.24 (412.496) | 0,92 (23,368) | 16.00 (406.400) |
| 18 | 19,38 (492,252) | 0,63 (16,002) | 18.12 (460.248) | 0,69 (17,526) | 18.00 (457.200) | 19,96 (506.984) | 0,85 (21,590) | 18.26 (463.804) | 0,98 (24,892) | 18.00 (457.200) |
| 20 | 21.46 (545.084) | 0,65 (16,510) | 20.16 (512.064) | 0,73 (18,542) | 20,00 (508.000) | 22.06 (560.324) | 0,89 (22,606) | 20,28 (515.112) | 1.03 (26.162) | 20,00 (508.000) |
| 21 | 22.50 (571.500) | 0,67 (17,018) | 21.16 (537.464) | 0,75 (19,050) | 21.00 (533.400) | 23.12 (587.248) | 0,92 (23,368) | 21.28 (540.512) | 1.03 (26.162) | 21.00 (533.400) |
| 24 | 25,60 (650,240) | 0,71 (18,034) | 24,18 (614,172) | 0,80 (20,320) | 24.00 (609.600) | 26.26 (667.004) | 0,98 (24,892) | 24.30 (617.220) | 1,13 (28,702) | 24.00 (609.600) |
| 27 | 28,70 (728,980) | 0,75 (19,050) | 27,20 (690,880) | 0,85 (21,590) | 27,00 (685,800) | 29,40 (746,760) | 1,04 (26.416) | 27,32 (693,928) | 1,20 (30,480) | 27,00 (685,800) |
| 30 | 32,52 (826.008) | 0,79 (20,066) | 30,94 (785,876) | 0,89 (22,606) | 30,74 (780,796) | 32,52 (826.008) | 1,09 (27,686) | 30,34 (770,636) | 1,26 (32,004) | 30,00 (762.000) |
| 33 | 35,66 (905,764) | 0,83 (21,082) | 34,00 (863,600) | 0,94 (23,876) | 33,78 (858,012) | 35,66 (905,764) | 1,15 (29.210) | 33,36 (847,344) | 1,33 (33,782) | 33,00 (838,200) |
| 36 | 38,76 (984,504) | 0,87 (22.098) | 37,02 (940,308) | 0,98 (24,892) | 36,80 (934,720) | 38,76 (984,504) | 1,20 (30,480) | 36,36 (923,544) | 1,38 (35,052) | 36,00 (914,400) |
| 40 | 42,92 (1.090,168) | 0,92 (23,368) | 41,08 (1.043,432) | 1.03 (26.162) | 40,86 (1.037,844) | 42,92 (1.090,168) | 1,26 (32,004) | 40,40 (1.026,160) | 1,46 (37,084) | 40,00 (1.016.000) |
| 42 | 45,00 (1.143.000) | 0,95 (24,130) | 43,10 (1.094,740) | 1,06 (26.924) | 42,88 (1.089,152) | 45,00 (1.143.000) | 1,30 (33.020) | 42,40 (1.076,960) | 1,50 (38,100) | 42,00 (1.066,800) |
| 45 | 48,10 (1.221,740) | 0,99 (25,146) | 46,12 (1.171,448) | 1,09 (27,686) | 45,92 (1.166,368) | 48,10 (1.221,740) | 1,35 (34,290) | 45,40 (1.153,160) | 1,55 (39,370) | 45,00 (1.143.000) |
| 48 | 51,20 (1.300,480) | 1.03 (26.162) | 49,14 (1.248,156) | 1,13 (28,702) | 48,94 (1.243,076) | 51,20 (1.300,480) | 1,38 (35,052) | 48,44 (1.230,376) | 1,68 (42,672) | 47,84 (1.215,136) |
BS 78 wurde endgültig abgelöst, als Großbritannien mit inkompatiblen europäischen Normen harmonisierte, jedoch bleiben die angegebenen Außenabmessungen weiterhin (wenn auch in metrischer Form) als Standardrohraußendurchmesser für duktile Gussrohre in Australien und Neuseeland durch die Nachkommenspezifikation gültig , AS / NZS 2280.
Verweise
Externe Links
- Hinweise zu Pipe - Gizmologie
- Cast Iron Soil Pipe Institute - organisiert im Jahr 1949